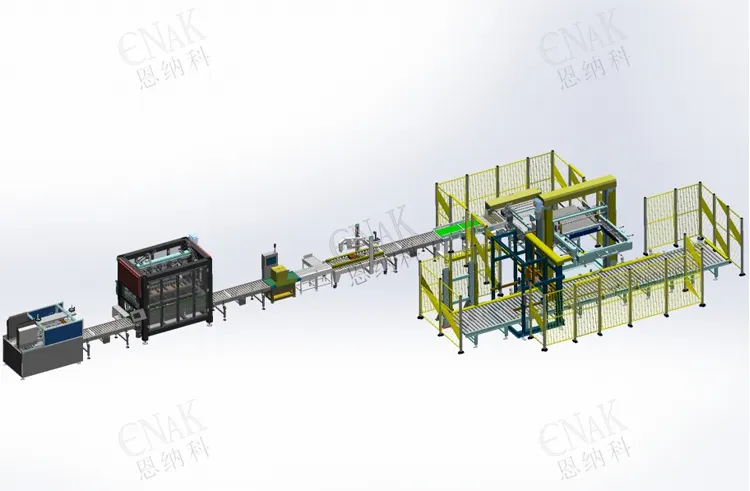
Palletizing conveyors are fundamental elements of automated logistics and production lines, playing a pivotal role in transporting goods smoothly and reliably between processing, packaging, and palletizing stations. ENAK (Tianjin) Automation Equipment Co., Ltd. draws on advanced technological capabilities and deep industry know-how to deliver high-performance palletizing conveyor solutions tailored to global client demands.
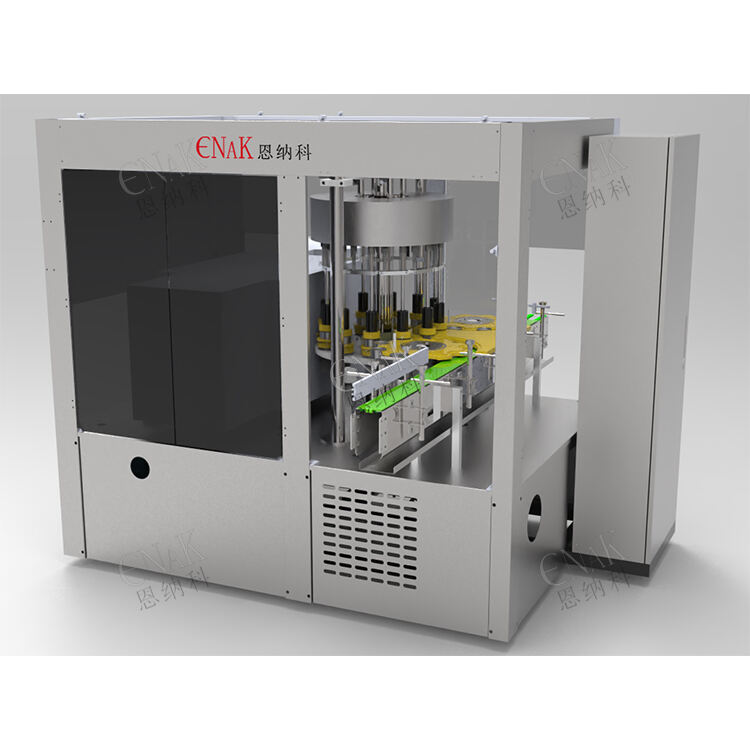
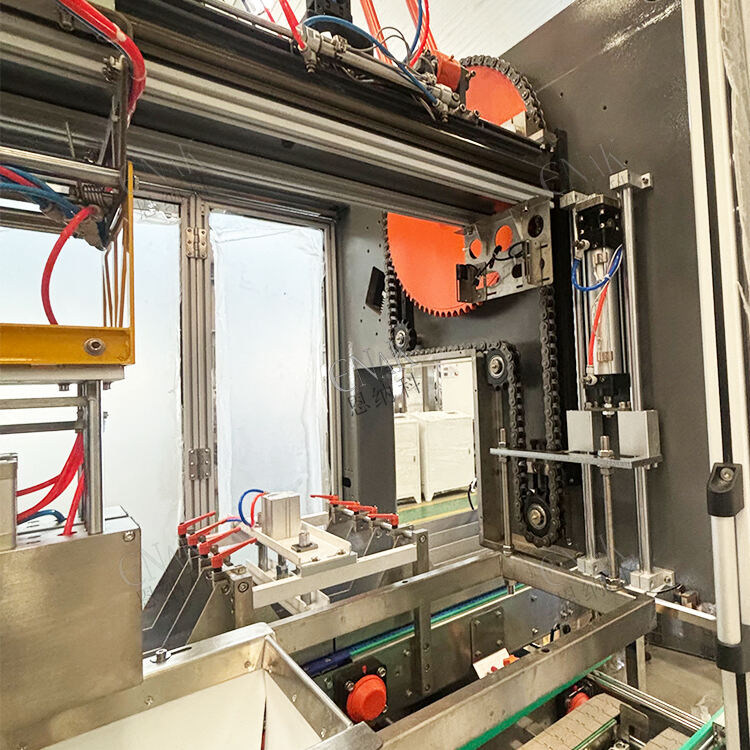
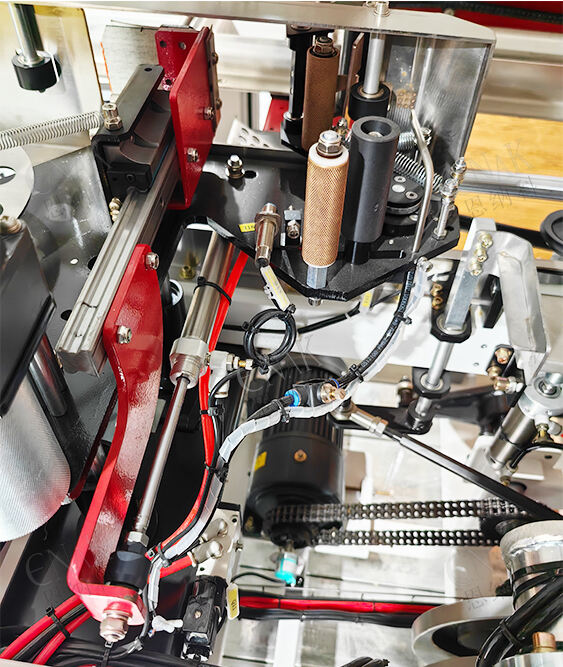
Designed to accommodate a wide range of products, these conveyors utilize advanced drive and transmission systems to ensure smooth and steady transportation of packages of varying shapes and sizes. Integrated intelligent controls enable real-time quality monitoring of transported products, promptly detecting abnormalities and alerting operators to maintain steady production flow.
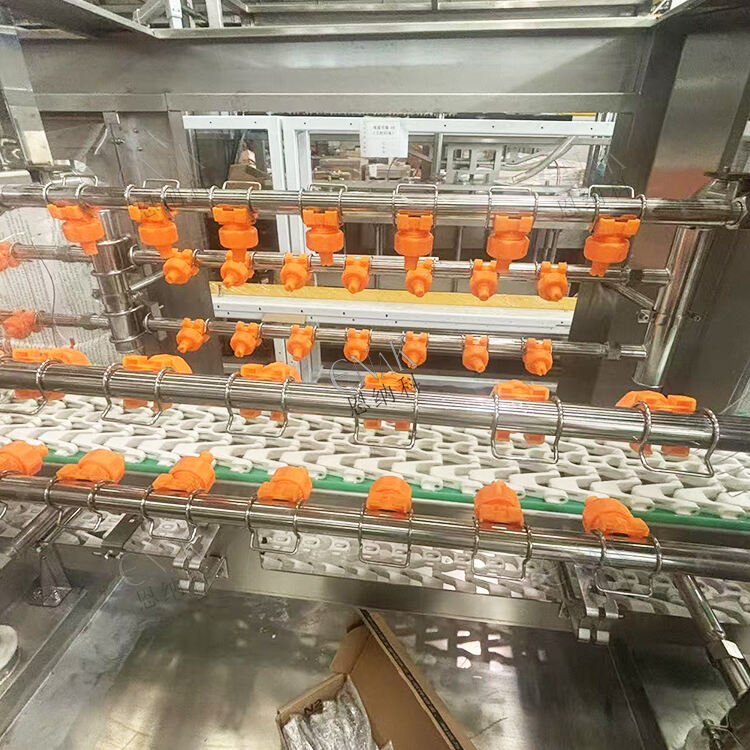
Quality control is embedded at every stage of the palletizing conveyor workflow, with multiple sensor arrays detecting misaligned, damaged, or incorrectly sized items, ensuring only acceptable packages proceed downstream. This real-time monitoring improves overall process quality, reduces waste, and safeguards logistics standards.
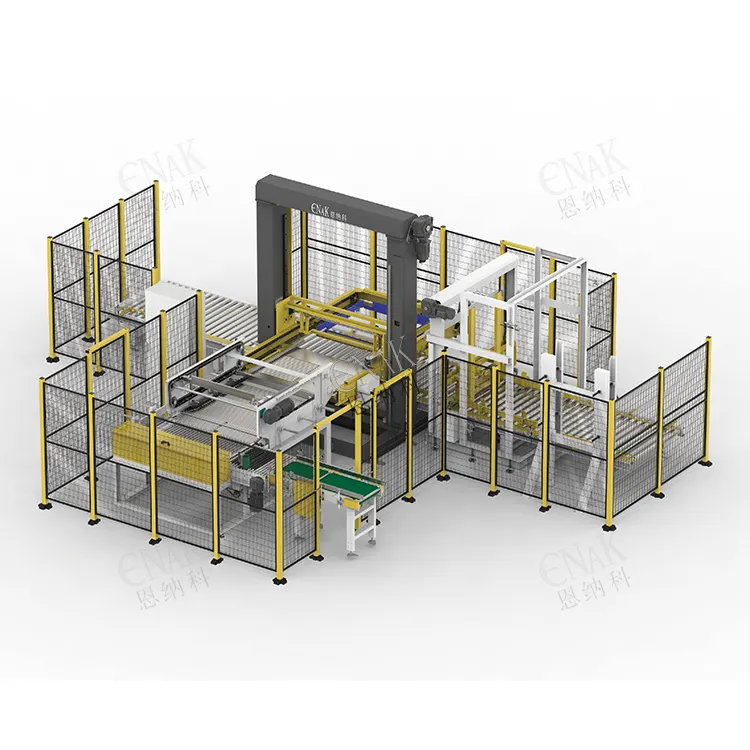
ENAK prioritizes seamless system integration, enabling conveyors to link effortlessly with upstream sorting, downstream palletizing, and packaging equipment, forming cohesive automated production chains. The modular architecture facilitates flexible configuration and easy maintenance, allowing customers to scale conveyor networks responsively according to evolving production requirements.
Complementing its robust product range, ENAK provides comprehensive service support spanning solution design, manufacturing, installation, commissioning, and training. This end-to-end commitment guarantees smooth implementation and sustained operational reliability. Through continual innovation and attentive customer care, ENAK empowers enterprises to elevate logistics efficiency, reduce costs, improve safety, and build future-ready intelligent warehouse and production systems.