Efficient and Intelligent Box Palletizer Automation Solutions for B2B Industry
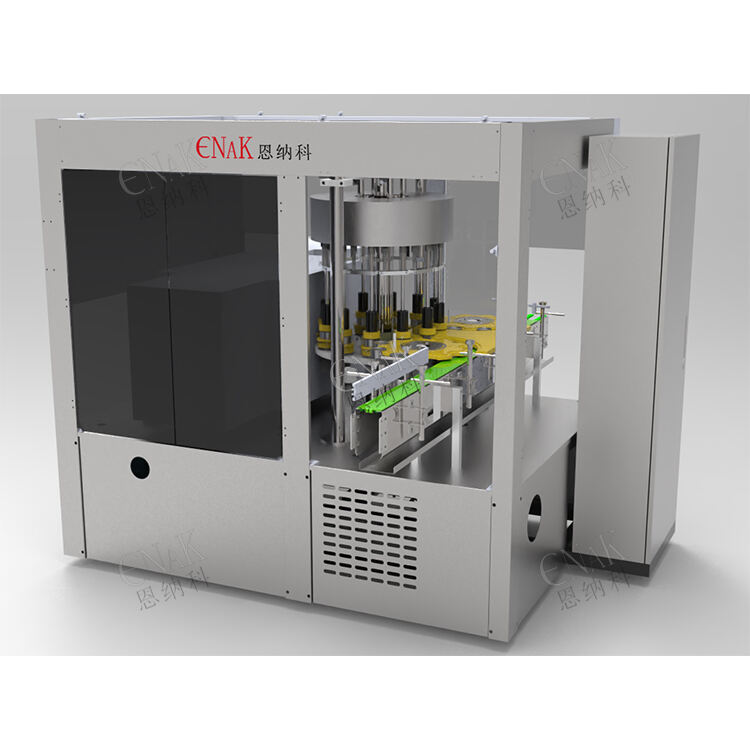
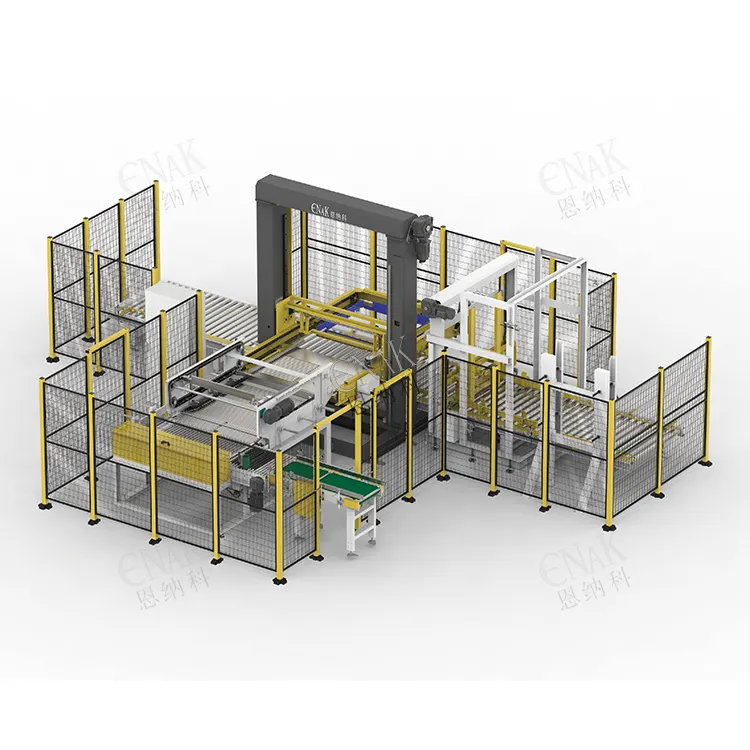
Box palletizers are essential equipment in modern industrial automation, designed specifically for B2B clients to efficiently and accurately perform automatic stacking of various carton boxes. Utilizing advanced mechanical designs and intelligent control technologies, these machines significantly reduce labor intensity caused by repetitive manual handling, improving workplace safety. They support long hours of stable, continuous operation to meet high production demands. Box palletizers can seamlessly integrate with conveyors, sorting, and packaging equipment, enabling full automation upgrades for production lines. Widely used in food, pharmaceutical, logistics, and manufacturing industries, they help companies transform toward smart manufacturing and maximize operational efficiency.
Get A Quote