Tianjin ENAK is a leading industrial automation provider, specializing in turnkey solutions for pre-made meal production lines, canned food manufacturing, and back-end packaging automation. Founded in 2012, ENAK integrates research and development, engineering design, manufacturing, sales, and after-sales service to provide high-quality solutions for B2B customers worldwide. ENAK’s product portfolio includes Box Conveyor systems, chain conveyor solutions, assembly line conveyors, automated material handling equipment, labeling machines, case packers, depalletizers, and robotic integration components.
ENAK emphasizes workflow optimization when deploying a Box Conveyor, analyzing product dimensions, line speed, and process requirements to select the ideal configuration. Engineers provide site surveys, layout designs, and commissioning support, including FAT and SAT testing, operator training, and maintenance planning. ENAK’s Box Conveyor systems incorporate modular frames, adjustable rollers, and optional automation, ensuring flexibility for future expansion.
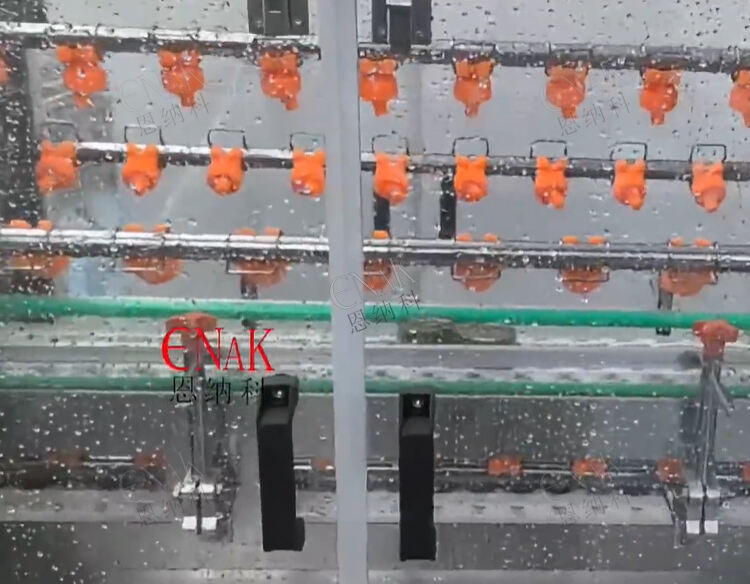
Maintenance and serviceability are prioritized: ENAK’s Box Conveyor units feature accessible inspection points, spare parts standardization, and diagnostics to reduce downtime and maximize throughput. For industries requiring hygiene, heavy loads, or high-speed operation, ENAK provides customized Box Conveyor options, including stainless steel construction, high-temperature-resistant belts, and anti-corrosion materials.
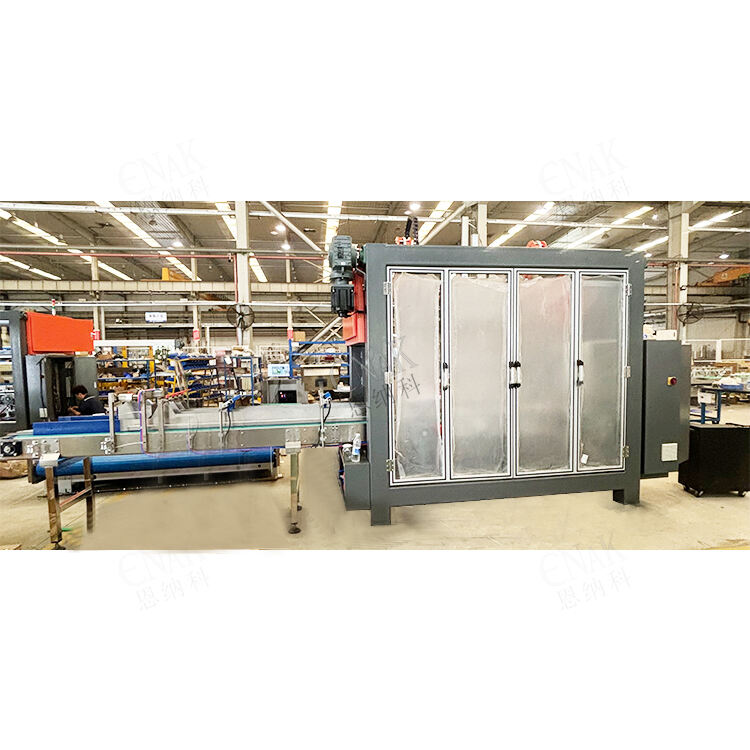
ENAK also integrates Box Conveyor systems with intelligent control platforms, including PLCs and HMI monitoring, to synchronize material flow with upstream and downstream processes. Customers benefit from reduced labor costs, consistent product handling, and improved safety compliance. By combining robust mechanical design, automation readiness, and global service support, ENAK ensures that the Box Conveyor systems deliver long-term value, enhanced productivity, and smooth integration into modern industrial workflows.
ENAK’s commitment to continuous improvement, customer-first philosophy, and global project experience make it a reliable partner for B2B customers seeking advanced material handling solutions and industrial automation for packaging and manufacturing lines.