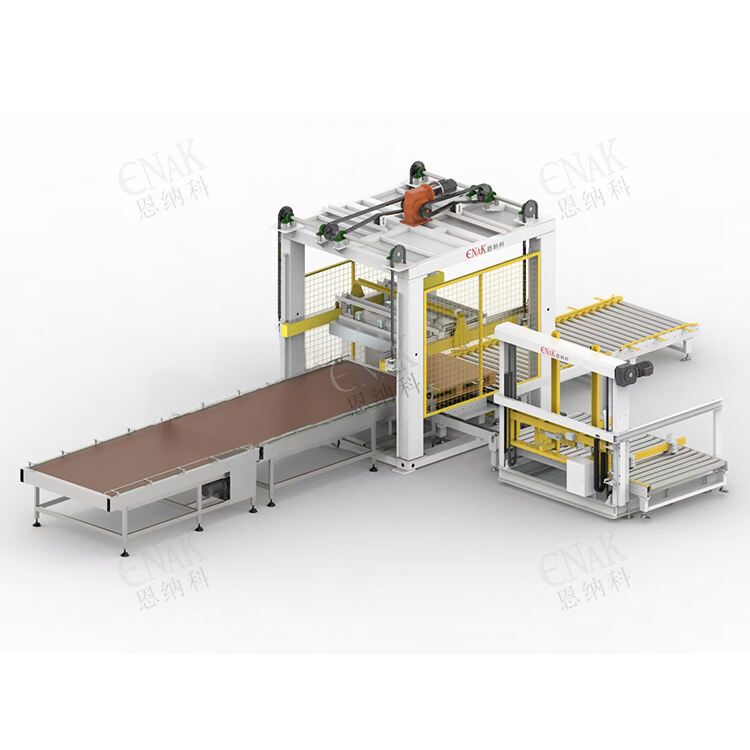
Tianjin ENAK, established in 2012, is a high-tech enterprise specializing in turnkey projects for pre-made meal, canned food, and back-end packaging production lines. The company integrates research and development, engineering design, manufacturing, sales, and after-sales service to provide end-to-end automation solutions. ENAK’s diverse product range includes deep-learning inspection systems, such as foreign object detection and coding verification equipment; canned food production machinery including depalletizers, bottle washers, peelers, can fillers, and sterilizers; and a comprehensive packaging equipment series with labeling machines, case packers, case sealers, palletizers, and conveyors.
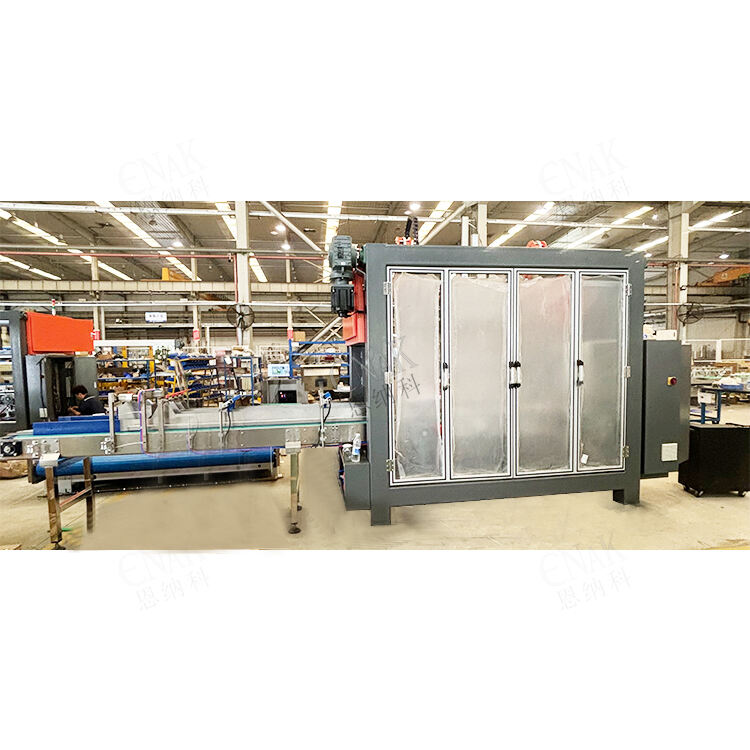
ENAK approaches every project with a workflow-centric methodology. When deploying a Bottle Conveyor, engineers match bottle types, line speed, and production volume to select an appropriate conveyor model and integrate upstream and downstream machinery. Detailed layout design, FAT and SAT validation, and operator training ensure smooth commissioning and adherence to KPIs. ENAK emphasizes modular, accessible designs that reduce maintenance time and increase uptime. The company also integrates inspection technology to ensure quality and regulatory compliance.
ENAK’s continuous feedback loop from installed units informs iterative design improvements, increasing durability, reducing lifecycle costs, and optimizing energy efficiency. With OEM/ODM capabilities, custom tooling, and export-ready solutions, ENAK delivers tailored Bottle Conveyor systems worldwide. Upholding its cultural philosophy of "bestowing grace and gathering talents," ENAK focuses on intelligent back-end packaging equipment, advancing automation in pre-made meal and canned food industries while delivering reliable, high-quality customer service.